Керамическая инженерия — это наука и технология создания объектов из неорганических, неметаллических материалов. Это делается либо под действием тепла, либо при более низких температурах с использованием реакций осаждения из высокочистых химических растворов. Термин включает очистку сырья, изучение и производство соответствующих химических соединений, их формирование в компоненты и изучение их структуры, состава и свойств.
Керамические материалы могут иметь кристаллическую или частично кристаллическую структуру с дальним порядком в атомном масштабе. Стеклокерамика может иметь аморфную или стекловидную структуру с ограниченным или ближним атомным порядком. Они либо формируются из расплавленной массы, которая затвердевает при охлаждении, либо формируются и созревают под воздействием тепла, либо химически синтезируются при низких температурах, например, с использованием гидротермального или золь-гель синтеза.
Особый характер керамических материалов обусловливает множество применений в материаловедении, электротехнике, химической инженерии и машиностроении. Поскольку керамика термостойка, ее можно использовать для решения многих задач, для которых такие материалы, как металл и полимеры, не подходят. Керамические материалы используются в самых разных отраслях промышленности, включая горнодобывающую, аэрокосмическую, медицинскую, нефтеперерабатывающую, пищевую и химическую промышленность, упаковочную науку, электронику, промышленную и передающую электроэнергию, а также направленную передачу световых волн.
История

Слово «керамика» происходит от греческого слова κεραμικός (keramikos), означающего керамику. Оно связано с более старым индоевропейским языковым корнем «обжигать». «Керамика» может использоваться как существительное в единственном числе для обозначения керамического материала или продукта керамического производства, или как прилагательное. Керамика — это изготовление вещей из керамических материалов. Керамическая инженерия, как и многие науки, по сегодняшним меркам произошла из другой дисциплины. Инженерия материаловедения по сей день объединяется с инженерией керамики.
Авраам Дарби впервые использовал кокс в 1709 году в Шропшире, Англия, для повышения выхода плавильного процесса. В настоящее время кокс широко используется для производства карбидной керамики. Поттер Джозайя Веджвуд открыл первую современную керамическую фабрику в Сток-он-Трент, Англия, в 1759 году. Австрийский химик Карл Йозеф Байер, работавший в текстильной промышленности в России, разработал процесс отделения глинозема от бокситовой руды в 1888 году. Процесс Байера до сих пор используется для очистки глинозема для керамической и алюминиевой промышленности. Братья Пьер и Жак Кюри открыли пьезоэлектричество в сегнетовой соли ок. 1880. Пьезоэлектричество является одним из ключевых свойств электрокерамики.
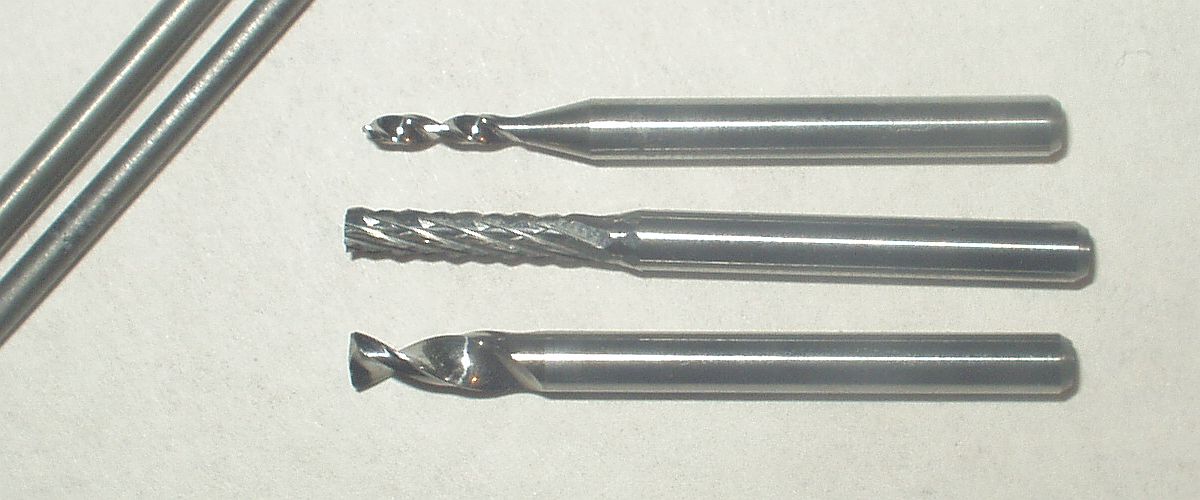
Э. Г. Ачесон нагрел смесь кокса и глины в 1893 году и изобрел карборунд, или синтетический карбид кремния. Анри Муассан также синтезировал SiC и карбид вольфрама в своей электродуговой печи в Париже примерно в то же время, что и Ачесон. Карл Шретер использовал жидкофазное спекание для связывания или «цементирования» частиц карбида вольфрама Муассана с кобальтом в 1923 году в Германии. Цементированные (связанные металлом) карбидные кромки значительно увеличивают долговечность режущих инструментов из закаленной стали. В. Х. Нернст разработал кубически стабилизированный цирконий в 1920-х годах в Берлине. Этот материал используется в качестве датчика кислорода в выхлопных системах. Основным ограничением использования керамики в машиностроении является хрупкость.
Военный

Военные требования Второй мировой войны стимулировали разработки, которые создали потребность в высокопроизводительных материалах и помогли ускорить развитие керамической науки и техники. На протяжении 1960-х и 1970-х годов были разработаны новые типы керамики в ответ на достижения в области атомной энергетики, электроники, связи и космических путешествий. Открытие керамических сверхпроводников в 1986 году стимулировало интенсивные исследования по разработке сверхпроводящих керамических деталей для электронных устройств, электродвигателей и транспортного оборудования.
В военном секторе растет потребность в высокопрочных, надежных материалах, которые способны пропускать свет в видимой (0,4–0,7 микрометров) и средней инфракрасной (1–5 микрометров) областях спектра. Эти материалы необходимы для приложений, требующих прозрачной брони. Прозрачная броня — это материал или система материалов, разработанных так, чтобы быть оптически прозрачными, но при этом защищать от осколков или баллистических ударов. Основное требование к прозрачной системе брони — не только поражать обозначенную угрозу, но и обеспечивать возможность многократного попадания с минимальным искажением окружающих областей. Прозрачные окна брони также должны быть совместимы с оборудованием ночного видения. Ведется поиск новых материалов, которые будут тоньше, легче и будут обладать лучшими баллистическими характеристиками.
Такие твердотельные компоненты нашли широкое применение в различных областях электрооптики, включая: оптические волокна для направленной передачи световых волн, оптические переключатели, лазерные усилители и линзы, хосты для твердотельных лазеров и оптические оконные материалы для газовых лазеров, а также инфракрасные (ИК) тепловые приборы самонаведения для систем наведения ракет и инфракрасного ночного видения.
Современная промышленность

Теперь, будучи многомиллиардной в год отраслью, керамическая инженерия и исследования зарекомендовали себя как важная область науки. Приложения продолжают расширяться, поскольку исследователи разрабатывают новые виды керамики для различных целей.
Стеклокерамика

Стеклокерамические материалы имеют много общих свойств как со стеклами, так и с керамикой. Стеклокерамика имеет аморфную фазу и одну или несколько кристаллических фаз и производится путем так называемой «контролируемой кристаллизации», которую обычно избегают в производстве стекла. Стеклокерамика часто содержит кристаллическую фазу, которая составляет от 30% [м/м] до 90% [м/м] ее состава по объему, что дает ряд материалов с интересными термомеханическими свойствами.
При обработке стеклокерамики расплавленное стекло постепенно охлаждают перед повторным нагревом и отжигом. При этой термической обработке стекло частично кристаллизуется. Во многих случаях добавляются так называемые «зародышеобразователи», чтобы регулировать и контролировать процесс кристаллизации. Поскольку прессование и спекание обычно не производятся, стеклокерамика не содержит объемной доли пористости, типичной для спеченной керамики.
Термин в основном относится к смеси лития и алюмосиликатов, которая дает ряд материалов с интересными термомеханическими свойствами. Наиболее коммерчески важные из них отличаются тем, что невосприимчивы к тепловому удару. Таким образом, стеклокерамика стала чрезвычайно полезной для приготовления пищи на столешнице. Отрицательный коэффициент теплового расширения (TEC) кристаллической керамической фазы может быть сбалансирован положительным TEC стеклообразной фазы. В определенной точке (~70% кристалличности) стеклокерамика имеет чистый TEC, близкий к нулю. Этот тип стеклокерамики демонстрирует превосходные механические свойства и может выдерживать повторяющиеся и быстрые изменения температуры до 1000 °C.
Этапы обработки

Традиционный керамический процесс обычно следует следующей последовательности: измельчение → дозирование → смешивание → формование → сушка → обжиг → сборка.
Методы формирования
Методы формования керамики включают литье, литье под давлением, литье пленкой, литье замораживанием, литье под давлением, сухое прессование, изостатическое прессование, горячее изостатическое прессование (HIP), 3D-печать и другие. Методы формования керамических порошков в сложные формы желательны во многих областях техники. Такие методы требуются для производства современных высокотемпературных конструкционных деталей, таких как компоненты тепловых двигателей и турбины. Материалы, отличные от керамики, которые используются в этих процессах, могут включать: дерево, металл, воду, гипс и эпоксидную смолу — большинство из которых будет устранено при обжиге. Эпоксидная смола с керамическим наполнителем, такая как Martyte, иногда используется для защиты конструкционной стали в условиях удара выхлопных газов ракет.
Эти методы формования хорошо известны тем, что обеспечивают инструменты и другие компоненты размерной стабильностью, качеством поверхности, высокой (почти теоретической) плотностью и микроструктурной однородностью. Растущее использование и разнообразие специальных форм керамики увеличивает разнообразие используемых технологических процессов.
Таким образом, армирующие волокна и нити в основном производятся с помощью полимерных, золь-гель или CVD-процессов, но обработка из расплава также имеет применение. Наиболее широко используемой специальной формой являются слоистые структуры, при этом преобладает ленточное литье для электронных подложек и корпусов. Фотолитография вызывает все больший интерес для точного создания рисунков проводников и других компонентов такой упаковки. Процессы ленточного литья или формования также вызывают растущий интерес для других применений, от открытых структур, таких как топливные элементы, до керамических композитов.
Другой основной структурой слоя является покрытие, где термическое напыление очень важно, но химическое и физическое осаждение из паровой фазы, а также химические методы (например, золь-гель и полимерный пиролиз) находят все более широкое применение. Помимо открытых конструкций из формованной ленты, все большее применение находят экструдированные конструкции, такие как сотовые подложки катализаторов, и высокопористые структуры, включающие различные пенопласты, например сетчатый пенопласт.
Уплотнение консолидированных порошковых тел по-прежнему достигается преимущественно спеканием (без давления). Однако использование спекания под давлением путем горячего прессования растет, особенно для неоксидов и деталей простых форм, где требуется более высокое качество (в основном микроструктурная однородность), а больший размер или несколько деталей за прессование могут быть преимуществом.
Процесс спекания
Принципы методов, основанных на спекании, просты («агломерат» имеет корни от английского «cinder»). Обжиг производится при температуре ниже температуры плавления керамики. После того, как грубо скрепленный объект, называемый «зеленым телом», изготовлен, его обжигают в печи, где процессы атомной и молекулярной диффузии приводят к значительным изменениям в первичных микроструктурных особенностях. Это включает постепенное устранение пористости, что обычно сопровождается чистой усадкой и общим уплотнением компонента. Таким образом, поры в объекте могут закрыться, в результате чего получается более плотный продукт со значительно большей прочностью и вязкостью разрушения.
Другим важным изменением в теле во время процесса обжига или спекания будет установление поликристаллической природы твердого тела. Значительный рост зерен, как правило, происходит во время спекания, причем этот рост зависит от температуры и продолжительности процесса спекания. Рост зерен приведет к некоторой форме распределения размеров зерен, что окажет значительное влияние на конечные физические свойства материала. В частности, аномальный рост зерен, при котором определенные зерна вырастают очень большими в матрице более мелких зерен, значительно изменит физические и механические свойства полученной керамики. В спеченном теле размеры зерен являются продуктом параметров термической обработки, а также начального размера частиц или, возможно, размеров агрегатов или кластеров частиц, которые возникают на начальных этапах обработки.
Конечная микроструктура (и, следовательно, физические свойства) конечного продукта будет ограничена формой структурного шаблона или предшественника, который создается на начальных стадиях химического синтеза и физического формования. Отсюда важность химической обработки порошков и полимеров при синтезе промышленной керамики, стекла и ситалла.
Существует множество возможных усовершенствований процесса спекания. Некоторые из наиболее распространенных включают прессование сырого тела, чтобы ускорить уплотнение и сократить необходимое время спекания. Иногда для скрепления зеленого тела добавляют органические связующие, такие как поливиниловый спирт; они сгорают при обжиге (при 200–350 °С). Иногда при прессовании добавляют органические смазки для увеличения уплотнения. Обычно их объединяют и добавляют в порошок связующие и смазочные материалы, а затем прессуют. (Составление этих органических химических добавок само по себе является искусством. Это особенно важно при производстве высокоэффективной керамики, например, той, которую миллиарды используют в электронике, в конденсаторах, катушках индуктивности, датчиках и т. д.)
Вместо порошка можно использовать суспензию, а затем отлить ее в нужную форму, высушить и затем спекать. Действительно, традиционная керамика изготавливается с помощью этого метода, используя пластичную смесь, обработанную вручную. Если смесь различных материалов используется вместе в керамике, температура спекания иногда превышает температуру плавления одного второстепенного компонента – спекание жидкой фазы. Это приводит к более короткому времени спекания по сравнению со спеканием в твердом состоянии. Такое спекание в жидкой фазе включает в себя более быстрые процессы диффузии и может привести к аномальному росту зерна.
Прочность керамики

Прочность материала зависит от его микроструктуры. Инженерные процессы, которым подвергается материал, могут изменить его микроструктуру. Разнообразие механизмов укрепления, которые изменяют прочность материала, включает механизм упрочнения границ зерен. Таким образом, хотя предел текучести максимизируется с уменьшением размера зерна, в конечном итоге очень малые размеры зерна делают материал хрупким. Рассматривая это в тандеме с тем фактом, что предел текучести является параметром, который предсказывает пластическую деформацию в материале, можно принимать обоснованные решения о том, как увеличить прочность материала в зависимости от его микроструктурных свойств и желаемого конечного эффекта.
Связь между пределом текучести и размером зерна математически описывается уравнением Холла-Петча, которое выглядит следующим образом:

где ky — коэффициент упрочнения (константа, уникальная для каждого материала), σo — константа материала для начального напряжения для движения дислокации (или сопротивления решетки движению дислокации), d — диаметр зерна, а σy — предел текучести.
Теоретически, материал можно сделать бесконечно прочным, если зерна сделать бесконечно малыми. К сожалению, это невозможно, поскольку нижний предел размера зерна — это единичная ячейка материала. Даже тогда, если зерна материала имеют размер единичной ячейки, то материал фактически аморфный, а не кристаллический, поскольку нет дальнего порядка, и дислокации не могут быть определены в аморфном материале. Экспериментально было замечено, что микроструктура с самым высоким пределом текучести имеет размер зерна около 10 нанометров, поскольку зерна меньше этого подвергаются другому механизму текучести — проскальзыванию границ зерен. Производство конструкционных материалов с таким идеальным размером зерна затруднено из-за ограничений начальных размеров частиц, присущих наноматериалам и нанотехнологиям.
Модель Фабера-Эванса

Модель Фабера-Эванса, разработанная Кэтрин Фабер и Энтони Г. Эвансом, была разработана для прогнозирования увеличения вязкости разрушения в керамике из-за прогиба трещины вокруг частиц второй фазы, которые склонны к микротрещинам в матрице. Модель учитывает морфологию частиц, соотношение сторон, расстояние и объемную долю второй фазы, а также снижение локальной интенсивности напряжений в вершине трещины, когда трещина прогибается или плоскость трещины изгибается. Фактическая извилистость трещины получается с помощью методов визуализации, которые позволяют напрямую вводить углы прогиба и изгиба в модель.
Модель вычисляет среднюю скорость высвобождения энергии деформации и сравнивает полученное увеличение вязкости разрушения с таковой плоской трещины через плоскую матрицу. Величина упрочнения определяется деформацией несоответствия, вызванной несовместимостью термического сжатия и сопротивлением микроразрушению интерфейса частица/матрица. Упрочнение становится заметным при узком распределении размеров частиц соответствующего размера, и исследователи обычно признают, что эффекты прогиба в материалах с примерно равноосными зернами могут увеличить вязкость разрушения примерно в два раза по сравнению со значением границы зерна.
Модель показывает, что увеличение ударной вязкости зависит от формы частиц и объемной доли второй фазы, при этом наиболее эффективной морфологией является стержень с высоким удлинением, что может привести к четырехкратному увеличению вязкости разрушения. Упрочнение возникает в первую очередь из-за перекручивания фронта трещины между частицами, на что указывают профили прогиба. Частицы и сферы в форме дисков менее эффективны при упрочнении. Вязкость разрушения, независимо от морфологии, определяется закручиванием фронта трещины в наиболее тяжелой конфигурации, а не начальным наклоном фронта трещины. Лишь для частиц дискообразной формы первоначальный наклон фронта трещины обеспечивает значительное упрочнение; однако компонент скручивания по-прежнему переопределяет упрочнение, вызванное наклоном.
Дополнительные важные особенности анализа прогиба включают появление асимптотического упрочнения для трех морфологий при объемных долях свыше 0,2. Также отмечено, что значительное влияние на упрочнение сферическими частицами оказывает распределение межчастичного расстояния; большее упрочнение достигается, когда сферы почти соприкасаются, так что углы закручивания приближаются к π/2. Эти прогнозы обеспечивают основу для проектирования высокопрочных двухфазных керамических материалов.
Идеальная вторая фаза, помимо поддержания химической совместимости, должна присутствовать в количестве от 10 до 20 объемных процентов. Большее количество может уменьшить увеличение ударной вязкости из-за перекрывающихся частиц. Частицы с высоким соотношением сторон, особенно имеющие стержнеобразную морфологию, наиболее подходят для максимального упрочнения. Эта модель часто используется для определения факторов, которые способствуют увеличению ударной вязкости в керамике, что в конечном итоге полезно при разработке современных керамических материалов с улучшенными характеристиками.
Теория химической обработки

Микроструктурная однородность

При обработке тонкой керамики нерегулярные размеры и формы частиц в типичном порошке часто приводят к неоднородной морфологии упаковки, что приводит к изменениям плотности упаковки в порошковой компактной массе. Неконтролируемая агломерация порошков из-за притягивающих сил Ван-дер-Ваальса также может приводить к микроструктурным неоднородностям.
Дифференциальные напряжения, возникающие в результате неравномерной усадки при высыхании, напрямую связаны со скоростью удаления растворителя и, таким образом, сильно зависят от распределения пористости. Такие напряжения связаны с переходом от пластичности к хрупкости в консолидированных телах,
и могут привести к распространению трещин в необожженном теле, если их не снять.
Кроме того, любые колебания плотности упаковки в прессовке, когда она готовится для печи, часто усиливаются во время процесса спекания, что приводит к неоднородному уплотнению.
Было показано, что некоторые поры и другие структурные дефекты, связанные с изменениями плотности, играют пагубную роль в процессе спекания, увеличиваясь и, таким образом, ограничивая конечные плотности.
Было также показано, что дифференциальные напряжения, возникающие из-за неоднородного уплотнения, приводят к распространению внутренних трещин, таким образом становясь дефектами, контролирующими прочность.
Поэтому представляется желательным обрабатывать материал таким образом, чтобы он был физически однородным в отношении распределения компонентов и пористости, а не использовать распределения размеров частиц, которые максимизируют плотность сырца. Удержание равномерно распределенной сборки сильно взаимодействующих частиц в суспензии требует полного контроля над взаимодействиями частица-частица. Монодисперсные коллоиды предоставляют этот потенциал.
Монодисперсные порошки коллоидного диоксида кремния, например, могут быть стабилизированы в достаточной степени, чтобы обеспечить высокую степень порядка в коллоидном кристалле или поликристаллическом коллоидном твердом веществе, образующемся в результате агрегации. Степень порядка, по-видимому, ограничена временем и пространством, позволяющим установить долгосрочные корреляции.
Такие дефектные поликристаллические коллоидные структуры, по-видимому, являются основными элементами науки о субмикрометровых коллоидных материалах и, следовательно, обеспечивают первый шаг к разработке более строгого понимания механизмов, участвующих в микроструктурной эволюции в неорганических системах, таких как поликристаллическая керамика.
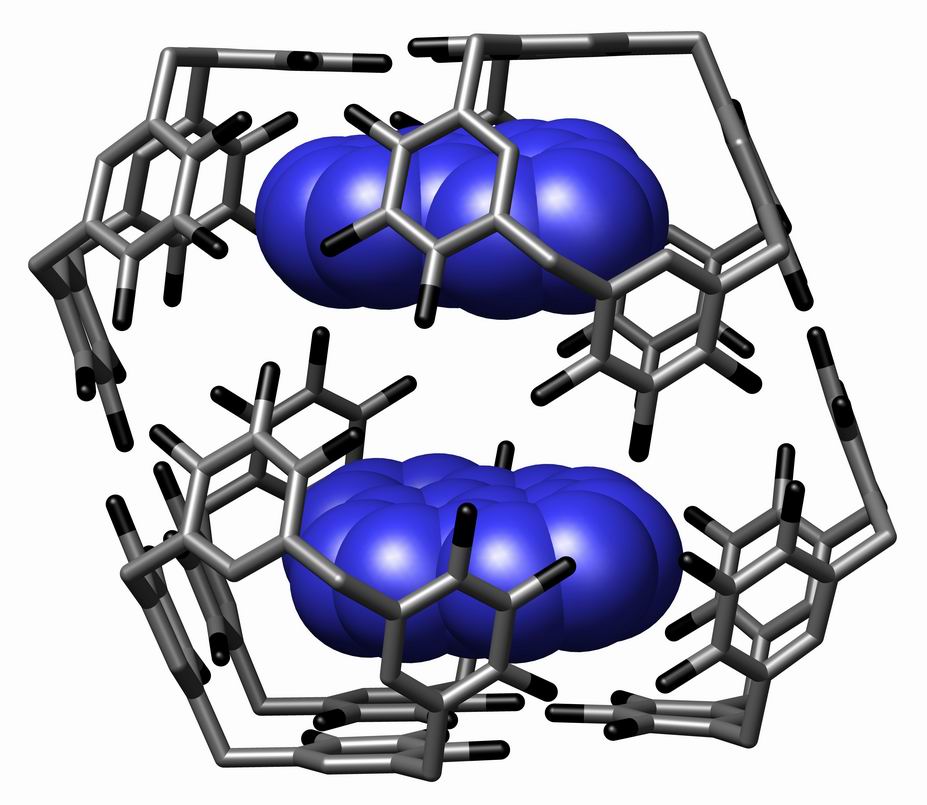
Самостоятельная сборка
Самоорганизация — наиболее распространенный термин в современном научном сообществе для описания спонтанной агрегации частиц (атомов, молекул, коллоидов, мицелл и т. д.) без влияния каких-либо внешних сил. Известно, что большие группы таких частиц собираются в термодинамически стабильные, структурно четко определенные массивы, весьма напоминающие одну из 7 кристаллических систем, обнаруженных в металлургии и минералогии (например, гранецентрированную кубическую, объемноцентрированную кубическую и т. д.). Фундаментальное различие в равновесной структуре заключается в пространственном масштабе элементарной ячейки (или параметре решетки) в каждом конкретном случае.
Таким образом, самосборка становится новой стратегией в химическом синтезе и нанотехнологиях. Молекулярная самосборка наблюдается в различных биологических системах и лежит в основе формирования самых разных сложных биологических структур. Молекулярные кристаллы, жидкие кристаллы, коллоиды, мицеллы, эмульсии, полимеры с разделенными фазами, тонкие пленки и самоорганизующиеся монослои — все это примеры типов высокоупорядоченных структур, которые получаются с помощью этих методов. Отличительной чертой этих методов является самоорганизация при отсутствии каких-либо внешних сил.
Кроме того, основные механические характеристики и структуры биологической керамики, полимерных композитов, эластомеров и ячеистых материалов переоцениваются с акцентом на биоинспирированные материалы и структуры. Традиционные подходы сосредоточены на методах проектирования биологических материалов с использованием обычных синтетических материалов. Это включает в себя появляющийся класс механически превосходных биоматериалов, основанных на микроструктурных особенностях и конструкциях, найденных в природе. Новые горизонты были выявлены в синтезе биоинспирированных материалов с помощью процессов, которые характерны для биологических систем в природе. Это включает в себя наномасштабную самосборку компонентов и разработку иерархических структур.
Керамические композиты
В последние годы возник значительный интерес к изготовлению керамических композитов. Хотя существует значительный интерес к композитам с одним или несколькими некерамическими компонентами, наибольшее внимание уделяется композитам, в которых все компоненты являются керамическими. Они обычно включают два керамических компонента: непрерывную матрицу и дисперсную фазу керамических частиц, усов или коротких (рубленых) или непрерывных керамических волокон. Задача, как и при влажной химической обработке, состоит в том, чтобы получить равномерное или гомогенное распределение дисперсной фазы частиц или волокон.
Рассмотрим сначала обработку дисперсных композитов. Наибольший интерес представляет дисперсная фаза тетрагонального циркония из-за упрочнения, которое может быть достигнуто при фазовом превращении из метастабильной тетрагональной в моноклинную кристаллическую фазу, также известную как трансформационное упрочнение. Также существует значительный интерес к дисперсии твердых неоксидных фаз, таких как SiC, TiB, TiC, бор, углерод и особенно оксидные матрицы, такие как оксид алюминия и муллит. Также существует интерес к включению других керамических частиц, особенно тех, которые обладают высокоанизотропным тепловым расширением. Примерами являются Al2O3, TiO2, графит и нитрид бора.
При обработке композитов с частицами проблема заключается не только в однородности размера и пространственного распределения дисперсной и матричной фаз, но и в контроле размера зерна матрицы. Однако существует некоторый встроенный самоконтроль из-за ингибирования роста зерна матрицы дисперсной фазой. Композиты с частицами, хотя обычно и обладают повышенной устойчивостью к повреждениям, отказам или и тому, и другому, все еще довольно чувствительны к неоднородностям состава, а также к другим дефектам обработки, таким как поры. Таким образом, для их эффективности требуется хорошая обработка.
Композиты из частиц были изготовлены на коммерческой основе путем простого смешивания порошков двух компонентов. Хотя этот подход изначально ограничен в однородности, которую можно достичь, он наиболее легко адаптируется к существующей технологии производства керамики. Однако другие подходы представляют интерес.
С технологической точки зрения особенно желательным подходом к изготовлению дисперсных композитов является нанесение матрицы или ее предшественника на мелкие частицы дисперсной фазы с хорошим контролем начального размера дисперсных частиц и результирующей толщины матричного покрытия. В принципе, можно достичь максимальной однородности распределения и тем самым оптимизировать производительность композита. Это может иметь и другие последствия, например, позволяя достичь более полезных производительностей композита в теле, имеющем пористость, что может быть желательно для других факторов, таких как ограничение теплопроводности.
Также существуют некоторые возможности использования обработки расплава для изготовления керамических, дисперсных, нитевидных и коротковолокнистых, а также непрерывных волокнистых композитов. Очевидно, что как дисперсные, так и нитевидные композиты возможны путем осаждения в твердом состоянии после затвердевания расплава. Это также может быть получено в некоторых случаях путем спекания, как для закаленного осаждением, частично стабилизированного циркония. Аналогично известно, что можно направленно затвердевать керамические эвтектические смеси и, следовательно, получать одноосно выровненные волокнистые композиты. Такая обработка композитов обычно ограничивалась очень простыми формами и, таким образом, страдает от серьезных экономических проблем из-за высоких затрат на обработку.
Очевидно, что существуют возможности использования литья расплава для многих из этих подходов. Потенциально даже более желательным является использование частиц, полученных из расплава. В этом методе закалка выполняется в твердом растворе или в тонкой эвтектической структуре, в которой частицы затем обрабатываются более типичными методами обработки керамического порошка в полезное тело. Также были предварительные попытки использовать распыление расплава в качестве средства формирования композитов путем введения дисперсной фазы частиц, нитей или волокон в сочетании с процессом распыления расплава.
Другие методы, помимо инфильтрации расплава, для производства керамических композитов с армированием длинными волокнами, — это химическая инфильтрация паров и инфильтрация волокнистых заготовок органическим прекурсором, которые после пиролиза дают аморфную керамическую матрицу, изначально с низкой плотностью. При повторных циклах инфильтрации и пиролиза получается один из этих типов керамических матричных композитов. Химическая инфильтрация паров используется для производства углерод/углерод и карбид кремния, армированных углеродными или карбид кремния волокнами.
Помимо многих усовершенствований процесса, первой из двух основных потребностей для волокнистых композитов является снижение стоимости волокон. Вторая основная потребность — это волокнистые композиции или покрытия, или обработка композитов, чтобы уменьшить деградацию, которая возникает в результате воздействия высокотемпературных композитов в окислительных условиях.
Приложения

Изделия из технической керамики включают плитку, используемую в программе «Спейс шаттл», сопла газовых горелок, баллистическую защиту, таблетки оксида урана для ядерного топлива, биомедицинские имплантаты, лопатки турбин реактивных двигателей и носовые обтекатели ракет.
Его продукция часто изготавливается из материалов, отличных от глины, выбранных из-за их особых физических свойств. Их можно классифицировать следующим образом:
Керамика может использоваться во многих технологических отраслях. Одним из ее применений является керамическая плитка на космическом челноке NASA, используемая для защиты его и будущих сверхзвуковых космических самолетов от обжигающего жара при входе в атмосферу Земли. Она также широко используется в электронике и оптике. Помимо перечисленных здесь применений, керамика также используется в качестве покрытия в различных инженерных случаях. Примером может служить керамическое покрытие подшипника на титановой раме, используемой для самолета. В последнее время эта область стала включать исследования монокристаллов или стекловолокон в дополнение к традиционным поликристаллическим материалам, и их применение перекрывается и быстро меняется.
Аэрокосмическая промышленность
Биомедицинский

Электроника

Оптический

Автомобильный
Биоматериалы
Силицификация довольно распространена в биологическом мире и встречается у бактерий, одноклеточных организмов, растений и животных (беспозвоночных и позвоночных). Кристаллические минералы, образующиеся в такой среде, часто демонстрируют исключительные физические свойства (например, прочность, твердость, вязкость разрушения) и имеют тенденцию образовывать иерархические структуры, которые демонстрируют микроструктурный порядок в диапазоне длины или пространственных масштабов. Минералы кристаллизуются из среды, которая недонасыщена по отношению к кремнию, и в условиях нейтрального pH и низкой температуры (0–40 °C). Образование минерала может происходить как внутри, так и снаружи клеточной стенки организма, и существуют определенные биохимические реакции для отложения минералов, которые включают липиды, белки и углеводы.
Большинство природных (или биологических) материалов представляют собой сложные композиты, механические свойства которых часто выдающиеся, учитывая слабые компоненты, из которых они собраны. Эти сложные структуры, возникшие за сотни миллионов лет эволюции, вдохновляют на разработку новых материалов с исключительными физическими свойствами для высокой производительности в неблагоприятных условиях. Их определяющие характеристики, такие как иерархия, многофункциональность и способность к самовосстановлению, в настоящее время изучаются.
Основные строительные блоки начинаются с 20 аминокислот и продолжаются полипептидами, полисахаридами и полипептидами-сахаридами. Они, в свою очередь, составляют основные белки, которые являются основными составляющими «мягких тканей», общих для большинства биоминералов. При наличии более 1000 возможных белков текущие исследования подчеркивают использование коллагена, хитина, кератина и эластина. «Твердые» фазы часто укрепляются кристаллическими минералами, которые зарождаются и растут в биоопосредованной среде, которая определяет размер, форму и распределение отдельных кристаллов. Наиболее важными минеральными фазами были идентифицированы гидроксиапатит, кремний и арагонит. Используя классификацию Вегста и Эшби, были представлены основные механические характеристики и структуры биологической керамики, полимерных композитов, эластомеров и ячеистых материалов. Избранные системы в каждом классе исследуются с упором на взаимосвязь между их микроструктурой в диапазоне масштабов длины и их механическим откликом.
Таким образом, кристаллизация неорганических материалов в природе обычно происходит при температуре и давлении окружающей среды. Однако жизненные организмы, посредством которых формируются эти минералы, способны последовательно производить чрезвычайно точные и сложные структуры. Понимание процессов, в которых живые организмы контролируют рост кристаллических минералов, таких как кремний, может привести к значительным достижениям в области материаловедения и открыть дверь новым методам синтеза для наномасштабных композитных материалов или нанокомпозитов.
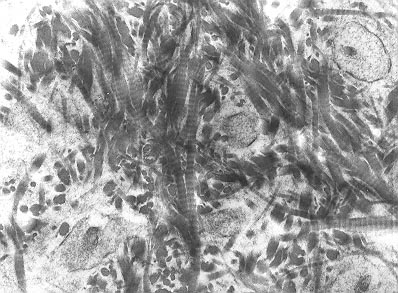
Наблюдения с помощью сканирующего электронного микроскопа высокого разрешения (СЭМ) были выполнены для микроструктуры перламутровой (или перламутровой) части раковины ушка. Эти раковины демонстрируют самую высокую механическую прочность и вязкость разрушения среди всех известных неметаллических веществ. Перламутр из раковины ушка стал одной из наиболее интенсивно изучаемых биологических структур в материаловедении. На этих изображениях отчетливо видны аккуратно сложенные (или упорядоченные) минеральные плитки, разделенные тонкими органическими листами, а также макроструктура более крупных периодических полос роста, которые в совокупности образуют то, что ученые в настоящее время называют иерархической композитной структурой. (Термин иерархия просто подразумевает, что существует ряд структурных особенностей, которые существуют в широком диапазоне масштабов длины).
Будущие разработки лежат в области синтеза био-вдохновленных материалов с помощью методов и стратегий обработки, характерных для биологических систем. Они включают в себя наномасштабную самосборку компонентов и разработку иерархических структур.